

1 单螺杆与熔体泵的性能差异
单螺杆挤出机是人们熟知的用于塑料挤出成型的 主机设备,其主要功能是对固态树脂实施连续的输送、熔融、混合、排气、加压等作用,将均匀塑化好的熔体定压定量地挤入成型模具。单螺杆挤出机优点很多,应用广泛,但也存在一些不足之处。例如:容易产生较大的挤出流量波动;排气挤出稳定性差,易冒料等。
本文提及的熔体泵(meltpump),是指主要用于输送塑料熔体的齿轮泵(gearpump)。其主要功能是增压和计量。当进入泵入口的熔体由各种原因产生较大幅度的压力波动时,在泵出口引起的压力波动却极小。其稳定熔料压力、流量的能力优于各种类型的塑料挤出机。但这种熔体泵熔融、混合、均化塑料的能力很弱,也不具有排气功能。
1.1 单螺杆挤出机的流量波动问题
单螺杆挤出机历来存在着挤出流量波动或压力波动的问题[3]。
这对挤出流量要求精确的场合,就成为必须要解决的问题。影响挤出流量稳定性的因素有很多,主要有挤出工艺参数(温度、机头压力、螺杆转速等)、设备结构参数(螺杆计量段长度、槽深、机头口模形状系数等)和被加工树脂的性能参数,(松密度、摩擦系数、粘度及粘度对温度和剪切的敏感性等)三方面的因素。以上诸多因素的相互影响与作用,经常会加剧流量波动而导致挤出制品的尺寸精度下降和制品缺陷。
通过下面列出的一些数学关系式[4],可以看出一些主要因素对挤出流量波动的影响。
基于幂律模型的假塑性流体上建立的压力波动对挤出流量波动的影响关系式:
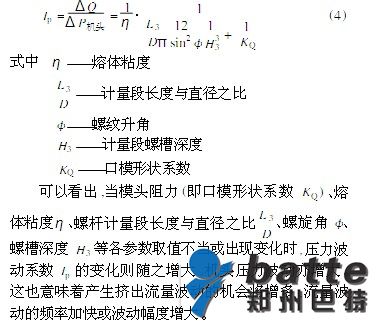
可以看出,流量Q将直接受到压力p、螺杆转速N 和树脂粘度η的影响。而粘度η又随温度T的变化而变化。由于假塑性流体的熔体非牛顿指数n<1,所以在高聚物挤出加工中,较小的压力波动都会导致很大的流量波动。在挤出机中,加热温度T和螺杆转速N是由电控系统控制的,而实际生产时,很多挤出机都因电控系统的配置精度较低或电网电压波动而导致这两个参数波动过大,进而引发流量波动。流量波动与压力波动密切相关,通过监测压力的变化易于评估流量的变化。在单螺杆挤出机生产率公式的基础上定义出的压力波动系数Ip
解决挤出流量波动问题,比较方便的办法是调节挤出工艺参数,但这种方式的效果比较有限。有时候,实际情况往往迫使你不得不改换已有的塑料品种,或重新设计机筒、螺杆,或更新温控仪表和驱动螺杆的电 ・92 ・单螺杆挤出机2熔体泵串联挤出系统的性能与应用 控系统。尽管如此,每一种措施的效果依然是有限的。
