

用单螺杆挤出机加工聚合物时,需要兼备塑化性、混炼性和计量泵送性三种功能,而且要求其有能够控制加热、冷却的温度,处理高粘度物料或混入原料等综合能力。
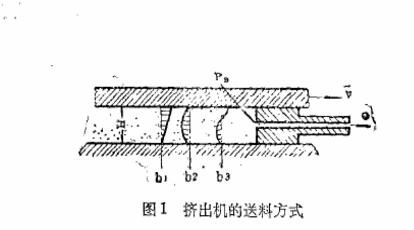
对单螺杆挤出机而言,其泵方法为挤拉引出型。它是利用螺杆的旋转来挤拉引出熔料。它的泵送原理如图1所示。在间隔为H的两板块之间充满着物料,下板固定,上以板速度V作横向移动。此时,粘附在上板上的物料跟随上板的速度V移动,而粘附于下板上的物料则是静止的。由于物料具有一定的粘度,因此移动着的物料将影响邻近的物料,其物料流如图中的受力b1那样移动。但是在出口处,由于存在若的背压Pb,给物料产生反向推回力b2。b1和b2作用的结果,料流就按合力b3形状那样移动。由此可以看出,挤出机挤出是受到进料侧流速以及出料侧背压的影响,致使挤出效率很低。
然而,熔体泵的泵送方法属定量泵送型,它与活塞泵的压送方法相同。通过泵的内壁与轮齿的空隙间所夹的料,随着齿轮不断的旋转,将料送往出口侧。但是,活塞泵不能用于高粘度物料的泵送,因为它会产生与螺杆偏摆相同的紊流脉动。所以,若要改善挤出机的性能,应该配置熔体泵。正排熔体泵的特点是,能够使物料象活塞泵一样始终向一个方向几乎无泄露地排出。从进料侧来的塑化料由熔体泵的两齿轮的外侧传送到料侧。由于其啮合紧密,因此物料不会从齿隙间回流,因而使出料侧能定量地排出。显而易见,只要调节熔体泵的转速,就可以调节输出和挤出压力。熔体泵的出料侧的压力与挤出模具的规格有关,而进料侧的压力随着挤出机挤出量和泵速的变化而变化。郑州熔体泵厂家24小时咨询热线:0371-67993077
